





True story. A design team at an automotive manufacturer has handed off a new part to the manufacturing team to put into production. The manufacturing team makes the dies and tooling required and starts to run the production process. After the first run, they see multiple problems. The design tolerances were too tight, leading to high scrap of individual parts because the dimension is hard to control. Operators experience hand pain during manual assembly because parts fit too tightly. Other dimensional errors cause the assembly robot to damage parts. A second inspection booth was set up to prevent defective products from being shipped, increasing overhead cost. Despite all these issues, the design team is hesitant to change their design because they’ve historically worked. The manufacturing team has difficulty making a strong case for a design specification change because they lack access to real time data and analytical tools that show the relationship between key dimensional, quality, and downtime variables.
This story reflects one of the biggest pain points we hear from CIOs and COOs that we talk to. The pain point is the disconnect between design and manufacturing teams. Design teams work in a silo far away from manufacturing plants. They calculate dimensions and tolerances based on theory and assumptions of an ideal world present only inside their CAD software packages and their R&D labs. Because they are removed from the shop floor, they cannot see the day-to-day challenges that manufacturing operators face, and they are not aware of the true capabilities of their manufacturing processes.
The reality is messier. Parts shrink and warp. Tolerances of production assets may be less fine-grained or less regular than the specs imply. A robotic welding arm may not be able to achieve the optimal angle for a proper weld. There is also the problem of making the same part or products across similar but not identical machinery. Often, different plants have different generations of manufacturing equipment; earlier versions may not be as capable as more modern versions. External variables, like humidity or differences in the way shifts run their equipment, all have impacts on whether a design can transfer to a repeatable manufacturing process.
The best way to bridge this divide is with data and a manufacturing productivity platform. Fortunately, the CIO and IT teams are uniquely positioned to supply the common data models, data pipelines, and data analytics infrastructure to manufacturing and design teams – and close this common communications gap. The outcome of successfully closing this gap is powerful:
- lower costs
- higher quality
- improved productivity
- better visibility into production process realities
- increased manufacturing agility
- improved collaboration
- faster time to market
- better margins and EBITDA
DFX: How Great Companies Think About Designing for Excellence
Great DFX manufacturing and product companies all think about this problem. Apple has focused not only on designing highly functional products but also on designs that can work in production at massive scale. Apple was an early and eager adopter of Design For Excellence (DFX), a set of methodologies related to other continuous improvement methods like Six Sigma, Kaizen and Continuous Improvement.

DFX structures the introduction of a new product (or of product modification) as a set of exercises that cover the full spectrum of required activities to bring a product to market. Within the DFX practice there are subsets of the practice that allow manufacturers to examine the impacts of design on each phase of production and distribution. These include Design for Procurement, Design for Manufacturing, Design for Assembly, and Design for Distribution, to name four.
DFX manufacturing has two specific phases – development and production. In the development phase, teams must design for simplicity, safety, and reliability but also for characteristics such as simple testing and rapid time-to-market. In the production phase, designs are rigorously tested for manufacturability. This means designs are validated to ensure they can come in on budget, can be easily inspected, can be efficiently manufactured, can be assembled if there are multiple parts, can be economically packaged and shipped. It’s important to note that in an effective DFX process, manufacturing and design teams coordinate closely from inception to ensure that all the criteria for a true DFX-approved product are met.
The reasons why great manufacturing companies do this is clear. Designs that don’t work well in production can cost time and money and reduce quality. All of this can impact the ability of plants to hit their production targets, on budget, and on time.
Providing On-the-Fly DFX with Granular, Real-Time Production Data
In the absence of an explicit DFX manufacturing or collaboration process, the great divide between manufacturing and design teams remains. This is why manufacturing and production teams often struggle to communicate these challenges to design teams in ways that can convince them to change the design. Design teams, understandably, want to know why their specifications won’t work. Closing this disconnect takes time, energy, and often frustrates teams on both sides.
To remedy this disconnect, manufacturing teams need granular machine and process-level data from their IT and CIO organizations. A modern Manufacturing Productivity Platform is designed for continuous improvement and process engineering but these platforms can also deliver the capabilities needed for DFX manufacturing.
The basic design constraints are straightforward. For on-the-fly DFX, manufacturers must capture all relevant data from as many sources as possible. The CIO and IT teams should push it to the cloud, where the data is highly available, more secure, and reliably protected and stored. With a Manufacturing Productivity Platform, the data can be modeled with common data models and pushed into a data pipeline that contextualizes and transforms production information into actionable intelligence. The pipeline and data foundation ingest and make sense of data across assets (PLC, historian, QMS, EMS, ERP) and formats (SCADA, python, SQL, spreadsheets). The data foundation layer also needs to make every small variable and parameter of a manufacturing process visible and make the entire process easy to analyze for variance and correlation. And a critical point – the data must be timely and accurate. Timely data enables rapid feedback loops; old data (dating back a week or more) slows down the process and makes it less meaningful and efficient.
With this foundation in place, manufacturing teams can use this data both to validate their claims and to create a rapid feedback loop with design teams that has multiple benefits:
- Faster identification of production problems
- Improved productivity over time
- Closer collaboration between design and manufacturing teams
- Sharing of institutional knowledge with design teams to help them better understand the limitations and capabilities of a production environment
How Connecting Design And Manufacturing Teams Works In Practice
A manufacturing productivity platform provides common data models that underpin all manufacturing processes. These models allow manufacturers to build data pipelines that contextualize a wide variety of data sources (process, quality, downtime) and make it easy for manufacturing teams to ask questions and find answers in their production data without any technical training and without having to perform data engineering and transformation.
The manufacturing team can then compare data from historians, PLCs, QMS and EMS systems to identify exactly where and why what comes off the line varies from the spec provided by the design team. If the data foundation is well constructed (we recommend using a data dictionary methodology), then new data sources can be added as needed: for example, if a team suspects humidity is impacting quality or introducing unexpected variance, they can add HVAC data to their data foundation and common data model. This data provides solid justification for change requests.
Some specific examples of how this interaction might work include:
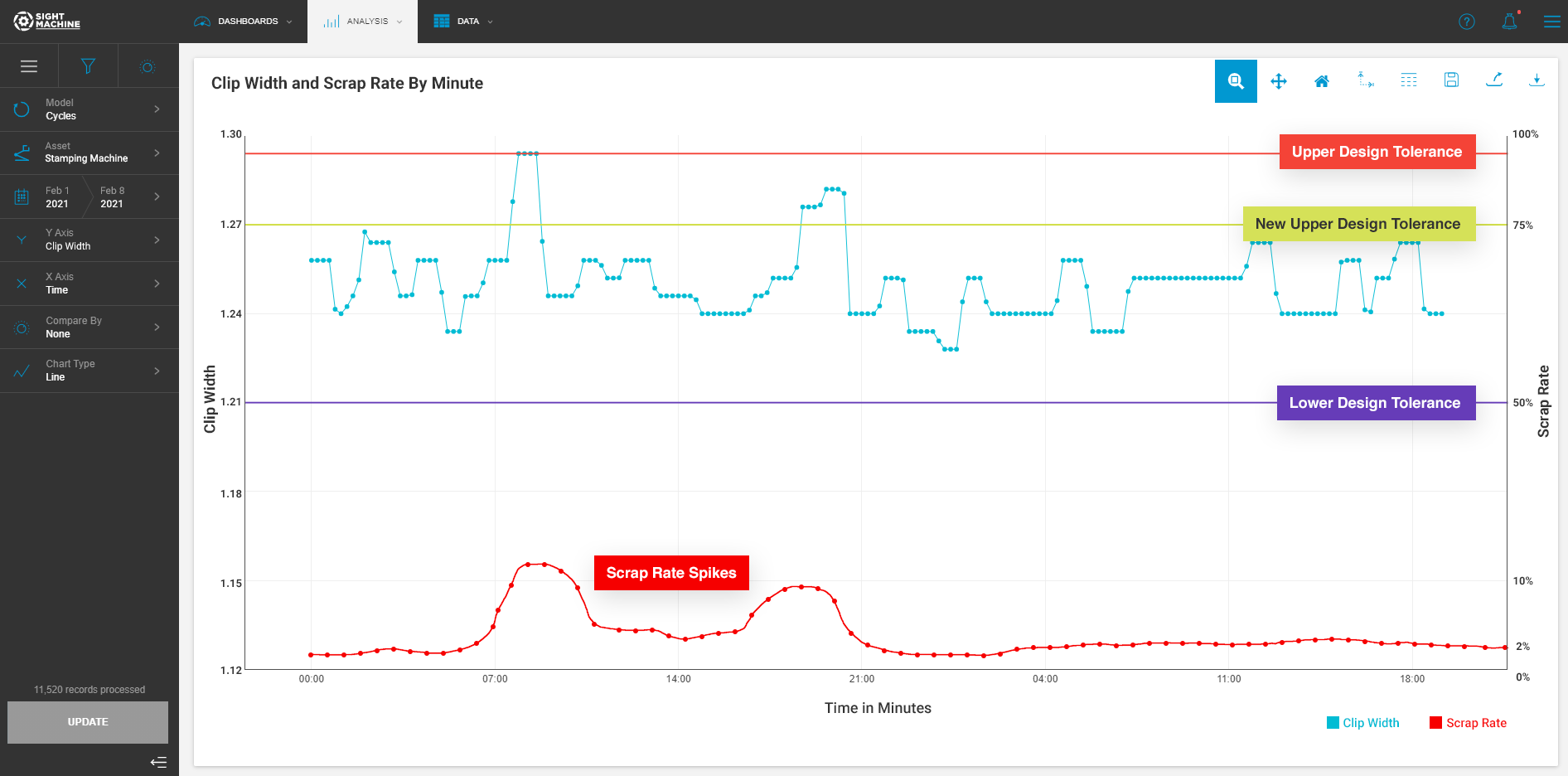
- Quality and Availability: Mapping quality measures and failure codes to designs can quickly demonstrate that certain design dimensions result in parts with more defects – or even causes the machine to go down. For example, the chart above shows clip width and scrap rate over time. An engineer can quickly identify that a width greater than 1.27 causes spikes in scrap rate, and can use this data to propose a new upper design tolerance to the design team.
- Cost: Tighter tolerances generally equate to higher costs, whether it’s increased scrap, labor, or overhead. Design teams seeking precision sometimes spec tighter tolerances than are necessary. Manufacturing teams can demonstrate that wider tolerances do not impact part quality or reliability, and request a change to widen tolerances, reducing unit part cost.
The manufacturing team can then share their findings with design teams. They can even create a shared dashboard or reporting structure where the two teams collaborate to ask and answer questions. This sharing of data and rapid testing of hypotheses, based on actual production data, allows design teams to clearly grasp the real impact of their design decisions on production efficiency and quality.
Using manufacturing data to close the gap between design and manufacturing departments, and improve productivity is a win-win for many manufacturing organizations. CIOs that can bridge this gap will add strategic value, build better processes, and drive real bottom-line outcomes – not to mention, helping their organizations become great manufacturing teams.
The Sight Machine platform provides standard manufacturing specific data models, powerful out of the box tools, and a committed support team to drive your organization’s digital transformation at scale and in rapid time to value. With a strong data foundation in place, your manufacturing and design teams will finally have the tools to work hand in hand.


